|
焊接
焊接工藝曲線必須保證有足夠的升溫�����、降溫時(shí)間以防止熱沖擊帶來的破壞 在本指引中強(qiáng)調(diào)指出����,是由于由處理過程或熱沖擊造成的裂紋往往通過一 般的視覺檢測(cè)是發(fā)現(xiàn)不了的����。這種破壞非常細(xì)微(微米級(jí)裂紋)且通常發(fā) 生在端頭電極處����,即使通過高倍顯微鏡也難以看到它們����。因此,問題就相 當(dāng)棘手�。這些微裂紋不能在初始階段的電性能檢測(cè)中被排除,且一旦工作 起來它會(huì)隨著時(shí)間的推移而增大��,造成失效隱患���。對(duì)這些細(xì)節(jié)的重視將有 助于更好的使用貼片元件���,確保高可靠性。
焊接前的預(yù)熱
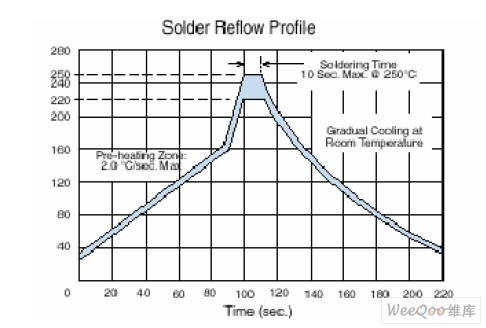
適當(dāng)?shù)念A(yù)熱能有效的防止因熱沖擊對(duì)SMD芯片造成的破裂安裝過程應(yīng)采用1.0-2.0°C的升溫速率進(jìn)行預(yù)熱至離最高溫度75-125°C左右�。大芯片的內(nèi)部熱均勻問題更應(yīng)關(guān)注,在加熱或冷卻過程中由于局部熱差梯度過大極可能造成芯片破裂���。
焊接溫度
SMT焊料的熔點(diǎn)一般在179°-188°C松香助焊劑則在220°C���。因此210-225°C是大部分環(huán)境下較為合適回流焊溫度����。在設(shè)計(jì)具體的焊接溫度曲線時(shí)應(yīng)根據(jù)具體的電路吸熱及元件的最高耐受溫度而定�����。
波峰焊:
SMD芯片可采用波峰焊接����,但應(yīng)特別注意預(yù)熱過程,這也是波峰焊接較難的原因之一��。
手工焊接:
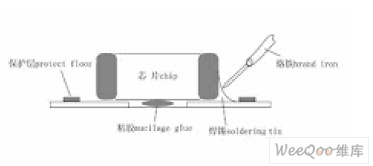
貼片芯片不宜用手工焊接�����。但如果一定要用手工焊接�,必須委任可靠的操作員���。先把芯片和基板預(yù)熱至150℃�����,用恒溫烙鐵或不大于30W焊頭不超過3mm的電烙鐵��,溫度不超280℃��,焊接時(shí)間不超過5秒進(jìn)行��。要非常小心不能讓烙鐵接觸貼片的瓷體�����,因?yàn)闀?huì)使瓷體局部高溫而破裂�����。(圖4)多次焊接���,包括返工��,是會(huì)影響貼片的可焊性和耐焊接熱性能�����。并且效果是越來越差的�����。因此不宜讓芯片多次接觸高溫���。
冷卻過程:
焊接后的組件應(yīng)緩慢冷卻��,室溫下最好能保持降溫梯度不大于2°C秒�。超過此速率或立即電路浸入清洗溶劑中會(huì)大大增加芯片因熱沖擊造成破裂的幾率���。
|